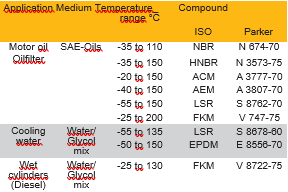
The types of compounds required by this industry are numer- ous and the variety of applications is extensive. The following examples can be viewed as the beginning of a detailed techni- cal analysis of the problems found in the industry. The demands made on an elastomer at high and low temperatures are ever greater, for example compatibility with chemical additives which improve the physical properties of oils require equal improve- ment in elastomeric compounds. The selection of the proper compound depends on the tempera- ture at the sealing face and on the contact medium. Each group of elastomers have a working range of temperatures.
The low temperature requirements for many applications are of- ten below the brittleness points for elastomers like FKM, HNBR and NBR. In static applications a leakage at brittle temperatures may occur because of the O-ring deformation and the high vis- cosity of the medium. The critical temperature often is bridged when the seal warms quickly or media influences that increase low-temperature flexibility.
General requirements:
Temperature: -40 °C to +120 °C (sometimes higher)
Medium: Engine oil, cooling water, fuel, hot air and mixtures of these media.
General requirements:
Temperature: -40 °C to +150 °C.
Medium: Synthetic brake fluid (e.g. DOT 4) with glycol or glycol-ether base to Department of Transport and SAE recommendations
Compound: EPDM E 540-80, E 3609-70, E3804-70
Safety in brake systems must be intrinsic. Parker Hannifin´s quality control is aware of the demands made upon such parts.
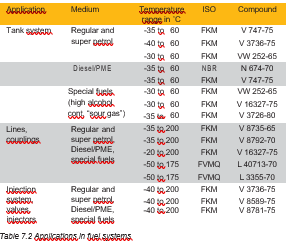
Standard, super and Diesel fuels are used in normal vehicles. Fuels are more aggressive than mineral oils and cause a higher swelling which increases with temperature. Swelling of an elas- tomer in fuel is reversible when the fuel vaporises completely. When parts of a compound are dissolved out of the elastomer, shrinkage takes place which is permanent.
The permeation of fuel through the elastomer is playing an increasingly important role since legislation, particularly in the USA, requires major step-by-step reductions of fuel emissions. Since permeation increases with swelling, FKM compounds are primarily being used in fuel systems today. For these applications FKM special compounds with a high fluorine content, or special sealing configurations, offer clear advantages over o-rings made from standard FKM or NBR.
General requirements:
Temperature: appr. +90 °C (short periods up to +150 °C)
Medium: Gear oil (reference oil SAE 90)
For automatic transmission:
Medium: ATF oil (Automatic TransmissionFluid) Compound: NBR, N 674-70, N 741-75, N 552-90 ACM, A 3872-70 FKM, V 747-75, V 884-75
General requirements:
Temperature: -40 °C to +95 °C (short periods up to +120 °C)
Medium: a) Water-glycol mixture 1:1 (e.g. with 1 to 2 % corrosion retarding additives) Compound: NBR, N 741-75
Medium: (b) Water-ethylene glycol mixture 1:1 (e.g. Preston antifreeze)
Compound: EPDM, E 540-80, E 3609-70
General requirements:
Temperature: -40 °C to appr +90 °C
Medium: Cooling fluid (see Medium compatibiliy table, order no. 5703 E), e.g. R134a
Compound: CR, C557-70 EPDM, E8537-75 HNBR, N3554-75
General requirements:
Temperature: Up to +120 °C (short periods up to +150 °C)
Medium: Pentosine CHF 11s Oils are preferred which tend to have a constant viscosity over a wide temperature range. These highly developed oils can be very aggressive
Compounds: NBR, N 674-70, N 552-90 HNBR, N3554-75 FKM, V 747-75, V 884-75 ACM, A 3872-70 FKM or HNBR often are preferred when high temperatures are involved.
Virtually all properties are important for electronic applications, e.g.
In arriving at a correct compound Parker considers all eventuali- ties before making a recommendation. Special moulded shapes do not have to be seal elements but are handled in a similar way with typical applications as follows:
Seals used in cooling systems should be absolutely compatible with the refrigerant. Refrigerants often are coded “R” and consist of fluids based on fluorinated and chlorinated hydrocarbons (to DIN 8962). Trade names, e.g. Freon, Frigen, Kaltron are used together with the type number. Examples: R134a corresponds to Frigen 134a, Freon 134a, Kaltron 134a Fire extinguishers are propelled with Halon 1301 corresponding to Freon 13 B1.
Our compound recommendations are based upon a large cata- logue of test results which ensure quick and accurate service.
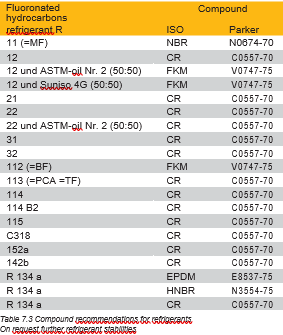
Note: The stability and chlorine content of CFC's has caused these gases to be connected with the reduction of the earth's protective ozone layer. Effective 1 January 2000, the remaining of the following listed refrigerants were banned (resolution ap- proved by the German federal government on 30 April 1991): R11, R12, R13, R22, R112, R113, R114, R115, R502, Halon 1211, Halon 1301, Halon 2402.
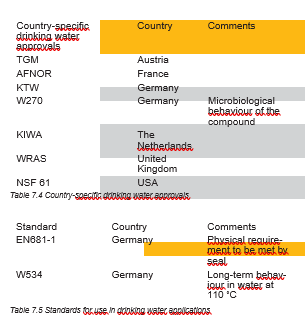
In sanitary and facility engineering EPDM, NBR and silicone compounds are the predominant sealing materials used. If the seals come into contact with drinking water, compounds that have been awarded country-specific drinking water approvals (see table 7.3) are required. Typical applications for o-rings and moulded parts are sanitary fittings, thermostat valves, pumps, water meters or water pipe fittings.
In addition to drinking water approvals, seals for pipe fittings must conform to the requirements specified by EN681-1 and W534. These material standards include testing requirements which give conclusive information on long-term behaviour under field application oriented testing conditions.
With gas applications there is a distinction made between elas- tomer compounds for seals and diaphragms in gas equipment according to DIN EN 549 and sealing compounds for supply lines and components for gas and liquid hydrocarbons according to EN682 (previously DIN 3535 part 3). Materials made from NBR, HNBR, FKM and silicone compounds with respective approvals are available.
Since natural gas is odourless per se, odorizing agents are add- ed to enable immediate detection of leakage. New sulphur-free odorizing agents (e.g.: a product sold under the trade name of Gasodor S-free) are more aggressive to elastomer compounds than the sulphur-based odorizing agents that are still in use. Ac- ceptable swelling values in liquid S-free are only achieved by Hifluor® or Parofluor® (FFKM) compounds.
Seals for biomedical applications must be manufactured under extremely clean conditions with constant quality assurance procedures. Tests for purity are carried out through extraction in similar ways to those proposed by BfR- (Federal Institut for Risk Assessment) and FDA- (Food and Drug Administration, USA) specifications. The compound components must not be toxic nor carcinogenic. Silicone compounds are particularly good because of their physi- ological properties. We developed special compounds for bio- medical applications.
Compounds which are to be used in contact with foodstuffs must comply with law. The BfR (Federal Institute for Risk Assess- ment) has compiled a list of substances which bear not effect on health. According to BfR recommendation N° XXI, rubber parts are divided into 4 classes and a special category according to the period of time of contact with the foodstuff. Silicone is suitable for these applications because of its physi- ological properties. It is inert,taste and odourfree. For assistance contact our Application Department with details of your particular requirement. The FDA (Food and Drug Administration, USA) has made up a list of allowable substances which are non-toxic nor carcinogen- ic, similar to the BfR list. Additionally, the FDA requires extraction tests to be carried out by the manufacturer. Parker has developed compounds corresponding to FDA re- quirements.
The aerospace industry demands the most from elastomeric compounds. Special materials often must be developed to meet specification requirements. Additionally many special require- ments must be met during the production of finished parts, not least to meet safety, technical and quality requirements. In order to work to both civil and military specifications it has been neces- sary to make organisational changes to guarantee quality.
Our experience in this sector has been gained by working with a variety of customers and being represented in a number of standardization committees.
At request we shall be pleased to send you our catalogue of aerospace compounds. We are at your service if you wish as- sistance.
Elastomers which are produced for exposure to radiation must satisfy quality and material tests. In addition to radiation, the elastomer also must be compatible with the contact medium under working conditions (temperature, pressure, etc).
In the majority of applications, the radiation dosage level remains below 106 rad, a level which is attained after years of operation. Practically all elastomers suffer no change of their physical prop- erties at radiation levels up to 1 M rad ([ 106 rad [ 104 J/kg). Parker has developed compounds with resistance to radiation levels of 107 rad (see Section 6.21 Radiation). Water or steam are common media in nuclear applications.
Typical general limiting conditions are: Temperature: 107 rad
Compound: EPDM E 540-80 Other media can be taken from our Medium Compatibility Table, order no. 5703 E.
Applications in the offshore industry set new problems for seal manufacturers. Working conditions are very difficult:
Critical conditions occur in connection with:
Contact media are gas, oil, water (sea water, ground water), sour gas, CO2, steam, rinsing water, lubricants (additives in lubricants such as rust inhibitors), etc.
Working conditions vary greatly to location and function.
Temperatures: up to +200 °C, plus peaks
Working pressures: 100 to 1000 bar and higher Compounds: FKM, V 747-75, V 709-90 NBR, N 674-70, N 552-90
Specials: FKM, V 858-95
Contact our engineers regarding the above and more difficult conditions.
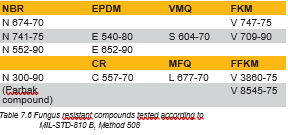
With the extended use of elastomers it has become necessary to examine a recipe for parts encouraging fungus growth. Micro-organisms are not only found in tropical climates (e.g. in water-hydraulic systems). Compounds are tested to MIL-STD- 810B method 508. The following table 7.6 shows compounds which have passed the test (further compounds at request).
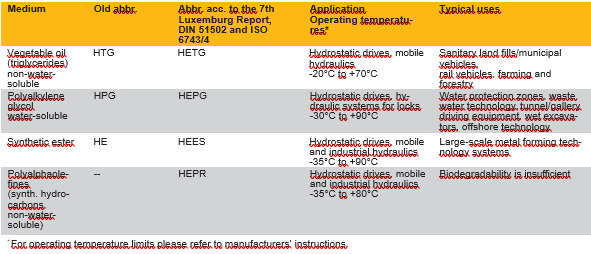
Media can no longer be ignored by industry. Particularly in mobile hydraulics more and more fluids are being used which, compared to mineral oils, are marked by quicker biological degradability and lower bio-toxicity. Biological degradability is defined as the oxidation of pressure fluids by micro-organisms resulting in the end products of carbon dioxide, water and bacterial matter.
Note: The additives of these media (anti-aging agents, foam inhibitors etc.) may not be biodegradable. Consequently, vari- ous fluids must be disposed of as special or hazardous waste after use – which actually does not fit the term – biologically degradable.
A substance is considered quickly bio-degradable if its con- centration has decreased by more than 80 % after 21 days as measured by special testing methods such as the CEC-L-33- T-82 test. According to this test mineral oils degrade merely by approximately 10 to 20 %.
The media currently in use – often referred to as bio oils as well have been summarised in table 7.7. In addition to typical uses the table lists the traditional abbreviations as well as the abbrevi- ations listed in DIN 51502 and ISO 6743/4. Sealing compounds to be used in various fluids must be selected with great care. Further specifications pertaining to these media are contained in DIN ISO 15380, – Lubricants, Industrial Oils and Related Prod- ucts (Class L) – Family H (Hydraulic Systems) – Requirements for Categories HETG; HEPG, HEES; HEPR.
of app. 20 % was noted in particular. This may lead to consider- able functional performance problems and, perhaps, all the way to seal failure. The potential effects on the performance of seals must be shown by future field experience.
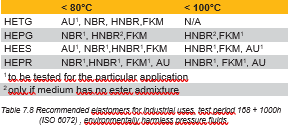
Table 7.8 lists the compounds that can be recommended for the aforementioned fluids based on currently available knowledge. In the category of polyalkylene glycols (HEPG) a large number of fluids based on polyethylene oxide and polypropylene oxide as well as mixtures of these two are available. Generally, for systems using HEPG fluids the use of poly- urethane seals is not recommended. On the whole, the possibil- ity of water entering the hydraulic circuits of mobile machinery and equipment cannot be excluded. In a lab test of NBR and HNBR compounds at 100°C and 168h resp. 1000h the effects of a 1 % water content in a vegetable oil (HETG) and a synthetic ester (HEES) on the sealing compounds have been determined. With both compounds an exceptionally high volumetric swelling
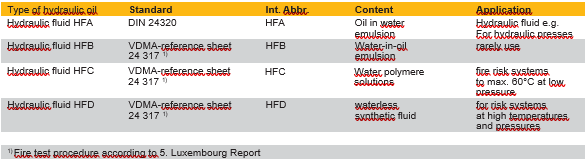
When mineral oils represent a high fire risk, fire-resistant hydrau- lic fluids are used. Three groups of such fluids are described in VDMA 24317 and 24320:
The types of fire-resitant hydraulic fluids are presented in table 7.9.
Fluids containing water rely on their water content to prevent fire. To remain effective such fluids must be regularly checked and their water concentration maintained. Working temperatures are limited to between +50 °C and +65 °C because water easily evaporates at higher temperatures. All fluids containing water have one common feature: they have a negative effect upon bearings.
According to ISO 6071, groups HFA, HFB and HFC are differenti- ated further by the suffix letters C, M, E and S:
Table 7.10 shows a comparison of the most important properties of the four groups of non-flammable fluids together with the rec- ommended type of elastomer.

HFA fluids
According to standardization, these fluids contain more than 80% water. In practice 95% to 98% water is reached, the re- mainder being “concentrates” which improve wear and corrosion resistance. The relationship between water content and concentrates pro- poses the greatest threat to the function of the fluids. The main water supply is not only different from one area to the next but its constituents cause the hardness to vary. The solution is mixed by the user and not by the manufacturer. The concentrates can have mineral oil or synthetic oil base.
Concentrates containing mineral oils oil-in-water-solutions)
Oil is not soluble in water. Only using emulsifiers it is possible to bring about a stable oil-in-water-solution. The level of concen- trates is limited by the stability of the emulsion. Water hardness is limited by a pH value of about 7. Mineral oil concentrates can contain practically all additives which have been developed. When the water vaporises, mineral oil remains behind containing all required anti-corrosion addi- tives. The concentrates are mostly based on naphthenic oils and can cause problems with certain seal compounds. Such emul- sions have been used in hydraulic press water for decades. In general, emulsions take longer to filter (normally 50 to 100 µm). With these kinds of fluids there is a great risk of micro-bacterio- logical growth which can lead to problems. Such growth can be brought under control using a biocide without difficulty. Operating temperature range is between +5° and +55°C.
Micro-emulsions
Recently, new synthetic concentrates which are similar to oils have been developed which form micro-emulsions when mixed by 5% with water. This is neither a real solution nor an emulsion, but can be better described as a highly stable colloidal suspen- sion of high viscosity oil drops in water. The concentrate contains both water and oil soluble wear resist- ant additives which form a high pressure resistant film with good lubricating properties. They are not prone to the micro-biological attack and have a useful life of more than one year. Both the con- centrate and the micro-emulsion do not have to be identified.
Concentrates which are available in the market at this time are limited to 100 bar working pressure and are mostly used in auto- matic production lines, industrial robots, etc.
Synthetic concentrates (solutions) Recently a number of synthetic concentrates have been devel- oped which form a stable solution in water and also are suitable carriers of semi-soluble additives whose purpose is to protect e.g. brass. These fluids can be filtered finely as required because they are in complete solution. Should the water evaporate, the remain- ders feature a higher pH value which may cause corrosion. The most important physical properties of HFA fluids depend on their water portion and vary greatly from mineral oils. As described above, wear and lubricating properties can be greatly improved by the addition of suitable concentrates. In spite of this the working life of a system using HFA fluid is significantly shorter than of a system using oils. Oil hydraulic systems are be- ing replaced increasingly by HFA fluids. The tendency to leakage of these low-viscosity fluids has caused a search for additives which would increase the viscosity.
HFC fluids
These hydraulic fluids consist of a solution of polyethylene and polypropylene glycols in a proportion of between 35% and 55%. The two glycols behave differently bringing about a wide varia- tion in the water properties.
Polyglycols are macromolecules with resistance to shear. Tests have shown that the micromolecule chains suffer damage by shearing of the chains after only 2000 to 3000 working hours. Most elastomer types which are compatible with mineral oils also can be used in HFC fluids (e.g. NBR). Certain FKM compounds are not compatible with HFC fluids.
The wear resistant properties and viscosity of HFC fluids is good, corrosion can be controlled by additives. The tempera- ture dependence is an improvement over mineral oils. Bearings however still remain very susceptible to water content and the working life is shortened. This is especially true with working pressures over 200 bar.
HFC fluids are regarded as special refuse and should be handled accordingly. Working temperature ranges from -25°C to 60°C.
HFD fluids
This group consists of pure synthetic, water-free fluids and does not suffer from most of the above difficulties. However, the com- patibility with seals is rather limited.
The earliest developments in HFD fluids have disappeared from the market because they were extremely poisonous. Their place has been taken by pure phosphate esters, both synthetic and natural, which are non-toxic. Although much easier to handle they have a very steep viscosity/temperature relationship curve which makes the working range of temperature very tight. This means that more cooling is necessary to avoid overheating. The fluid can be used at pressures in the range of 300 to 350 bar and represents the most expensive type on the market. Disposal is problem-free as special refuse.HFD fluids can be used at temperatures between -20°C and 150°C.
At temperatures which are too high for an elastomeric com- pound, degradation begins with a loss of seal geometry or in- creased wear. The tendency to swell or postcure is accelerated at high temperatures. The changes in a compound all can be covered by the collec- tive expression “ageing”. The damage to a product is increased should a static or dynamic deformation be present. Ageing re- sults in the following phenomena:
Visual changes:
(tear strength, elongation at break, modulus, etc)
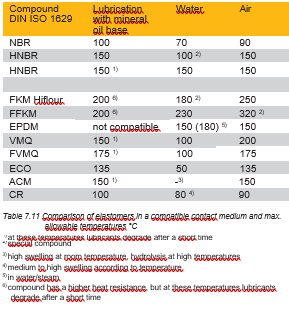
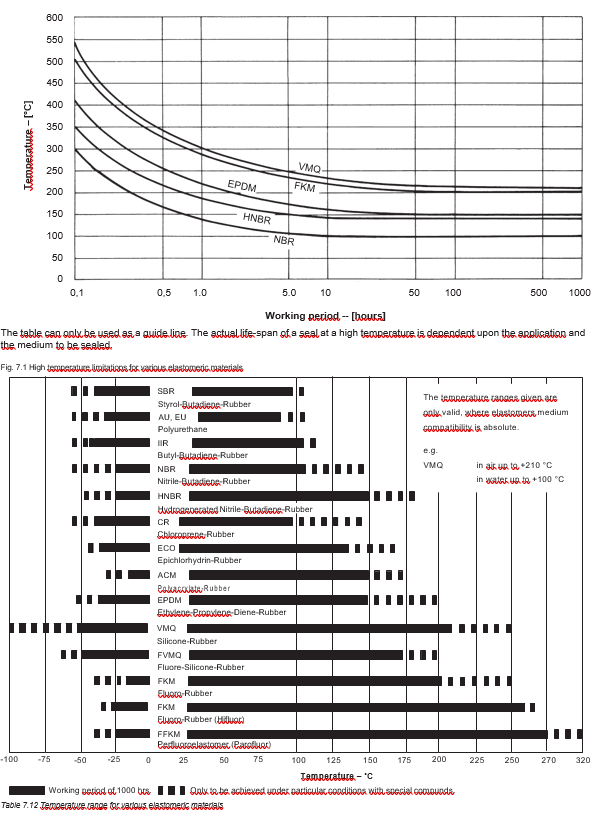
With increasing temperature the lubricating film thins because the viscosity of the fluid decreases, leading to an accelerated wear in the seal. Elastomers have a coefficient of thermal expansion which ap- proximates to 10 times that of steel. This means that seals with a large cross-section can noticeably expand. The eventual higher pressure exerted on the housing and running partner leads to excessive friction. In this situation a smaller gland with a lower seal deformation willhelp. Table 7.11 shows the temperature ranges for a variety of elas- tomers. Where a medium compatibility is not optimum, elevated temperatures are additionally dangerous (see Table 7.10). As a direct comparison, Table 7.11 shows the maximum long- term temperature limits in a compatible contact medium.
When being cooled, rubber compounds lose their elasticity. At very low temperatures they harden and have glasslike brittle- ness, eventually shatterable if struck. As long as they are not mechanically disturbed they remain intact. Upon returning to normal temperatures they regain their original properties; the condition being fully reversable. The low temperature flexibility of a compound can be slightly improved if a contact medium causes swelling and softening. Softening can occur through dissolving of plasticiser.
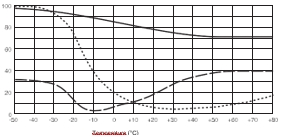
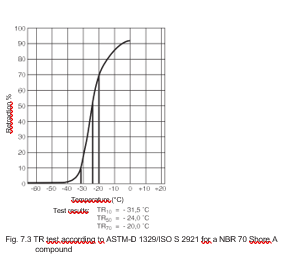
According to the Medium Compatibility Table, silicone (S 604-70) and fluorosilicone (L 677-70) are to be selected for low tempera- ture applications. These compounds have poor wear resistant properties and are recommended only for static applications. Further elastomers with good cold flexibility are CR, EPDM and special NBR compounds. Tests for hardness, rebound and compression set can be used (Fig 7.2) to compare and review the flexibility of O-rings at low temperatures. There are many methods of testing the low tem- perature flexibility of elastomers but only a few enable a practical comparison with other applications. The TR10 tests carried out to ASTM D 1329 (or ISO S 2921) have proved a realistic measure-ment of cold flexibility. This involves 100% stretching of a speci-men and its freezing in stretched condition. Then the specimen is released at one end and the temperature is allowed to rise at a controlled rate. Upon being warmed the elastomer begins to re- turn to its original shape. When 90% of its elongation is reached, the corresponding temperature is the TR10 point. This means 10% return of elasticity. Continuing the test, 50% equals TR etc., see example in Fig. 7.3.Temperature at the TR10 point can be taken for all elastomers to determine a minimum functional temperature. In practice a static seal may have a minimum functional tempera- ture of about 15°C lower than the TR10 point assuming a correctly designed gland.
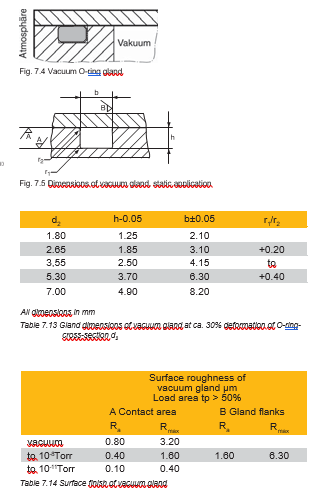
Many parameters should be observed to seal a vacuum. In gen- eral apply the following recommendations:
Requirements on the O-ring compound are:
In semiconductor production processes there is no place for “standard” sealing materials. Highly aggressive chemicals and gases, high temperatures, high vacuums and plasms are all part of modern chip manufacturing. In such processes any leakage or contamination results in costly downtimes or loss of productivity. Thanks to their superior physical properties Parofluor® materials are ideally suited for use in plasma and gas as well as thermal and wet processes.
Specifically for use in the most advanced semiconductor proc- esses (8’ and 12’ technology) Parker has developed the Parofluor ULTRA® and Parofluor MICRO® compounds. They withstand high temperatures as well as being highly resistant to process media. The production of these seals conforms to special requirements, including the use of clean room technology. During final inspec- tion the parts are cleaned separately and subsequently packed in clean room conditions. These procedures assure that the seals meet UHP (Ultra-High-Purity) standards.
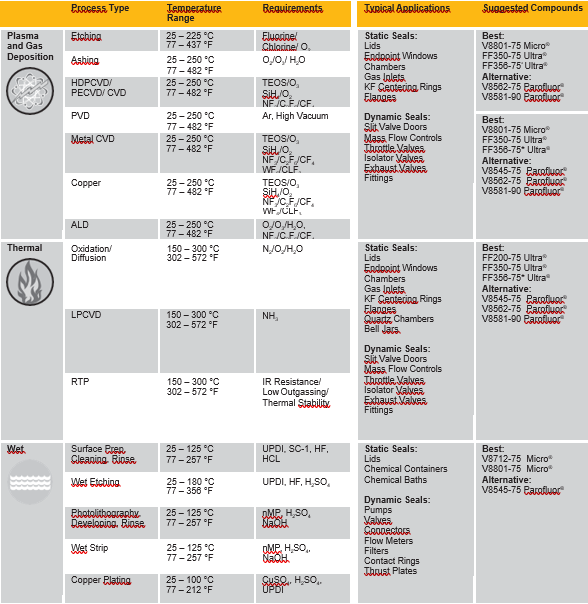
in this field of application all elastomeric sealing compounds are used nowadays, from NBR to HNBR, EPDM, VMQ, FVMQ and FKM all the way through to FFKM (high-performance perfluoroe- lastomers).
Due to the continuous adaptation of chemical processes regard- ing output volume, production efficiency and further product development the requirements profiles of sealing components change as well.
